ハイグレードフリーカットラベル(再剥離タイプ)A4
モミツケ後、カエリを取るが、取り過ぎないように。
M2.3にする穴などは、カッターで水平にとること。
その他はΦ5程度のビットで。
ホールソーも同様。
ホールソーはケガキシートが剥がれる場合があるので
あらかじめ、穴径より少し大きなサイズでケガキシートをくり貫いておく方がよい。
周囲線をケガいておかなければならないケースもあるので注意。
部品を切り出してからホールソーをかけると、熱のためケガキシートが剥がれる・裏の保護シートが溶ける・部品を押さえている手がヤケドする、などの危険があるので注意のこと。
№28182
バンドソウ替え刃(24山)
発売元:株式会社キソパワーツール
刃の接合サービスもあるらしい。新規購入より安い。
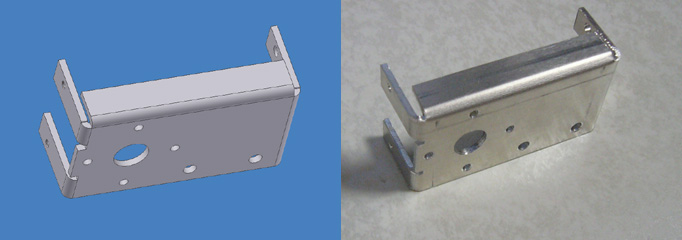
曲げ逃げが必要なケース:
下の部品は、手前のリブを先に曲げ、その後に左右の面を曲げた。曲げ逃げが無いため、曲げ位置がずれてしまい、左右面の寸法が大きくなってしまった。
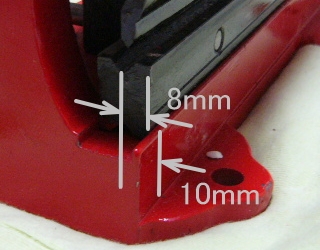
曲げ逃げの例。 曲げ手順を考えて曲げ逃げを設ける位置を決めなければならない。
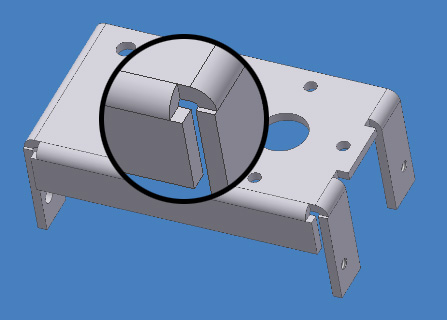
これだと結構深めのZ曲げも出来そう。
{kind=link}
{kind=link}
{kind=link}
{kind=link}